PAPER
Paper: The Essence of Banknotes
Harry Dagnall FRPSL
FRPSL - Fellow of the Royal Philatelic Society. Life Member.
Introduction
It surprises me that while many notaphilists spend many hours, days or even years in finding out how a piece of paper travelled through the banking system, those same collectors know very little, and care even less, about that piece of paper itself: from what and how it was made, and what is inside it — yes, however thin your paper is it does have some interesting features inside. Most people know that paper is made from rags or wood in the form of a liquid pulp, but that is about as far their knowledge of the subject goes. The purpose of this article is to give, in as short a form as possible, some background information on paper, which may perhaps make that piece of banking history a little more interesting. In the second half of the 20th century there were many improvements and changes in paper making, but as this account is essentially for historians I have confined myself to earlier periods.
Important Dates
AD 105 - Paper invented in China by Ts’ai Lun.
1150 - First paper made in Europe, in Játiva, Spain.
1282 - First use of a watermark, by Fabriano in Italy.
1495 - First paper mill established in England, by John Tate in Hertfordshire.
1496 - Wynken de Worde was the first printer to make use of Tate’s paper.
1591 - First paper mill established in Scotland, at Dalry.
1701 - The use of wood as a paper making material was first suggested by Réaumur the French physicist.
1712 - Tax imposed on paper.
1750 - First production of wove paper. Before then the moulds had been making laid paper.
1798 - Paper machine invented by Frenchman Nicholas-Louis Robert, little was accomplished in France.
1800/1840 - Investigations into pulping wood and many other fibres.
1803 - The first really practical machine was built in England and installed in Frogmore Mill Hertfordshire.
1806 - The name Fourdrinier was applied to the paper machine.
1809 - John Dickinson invented the cylinder paper making machine which was used to make the thread paper for the Mulready stationery and the first envelopes. (ref. 11)
1840/1900 - Wood and other non-traditional materials used for paper making on an industrial scale.
1857 - Esparto grass used in England for the first time.
1861 - Tax on paper repealed.
Victorian paper mill
The Raw Materials of Paper
Despite much effort and the prizes offered for developing alternative raw materials, the only satisfactory economic substance for making paper is cellulose, obtained from plants and trees, which synthesise it as fibres during their growth. There are thousands of different species that are capable of yielding a satisfactory fibre for paper but the number economically practical is very limited. They include:-
Cotton. The fibres are the purest form of cellulose available to the paper maker, yielding 98% of pure cellulose. They are in the form of tubes averaging 25/32mm long and 0·025mm wide. The material comes to the paper maker as linter (the part of the plant unsuitable for textiles) and as rags.
Hemp. Is obtained chiefly from worn-out ropes or sails that are discarded from ships as now useless but are very valuable to the paper maker (hence the saying ‘Money for old rope’). The fibres contain about 75% of cellulose. Hemp is a strong fibre which is why it is used for rope and makes strong paper, especially wrapping paper. Its brown colour could not be bleached, so paper made from hemp was brown — a tradition followed today, which is why wrapping paper is brown.
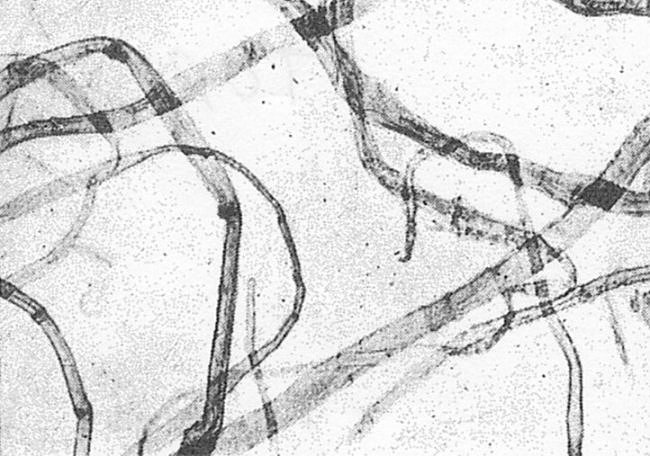
Hemp fibres x 200 (ref. 5)
Jute. Is obtained from used sacking and contains about 60% of cellulose.
Flax. In the form of linen from rags.
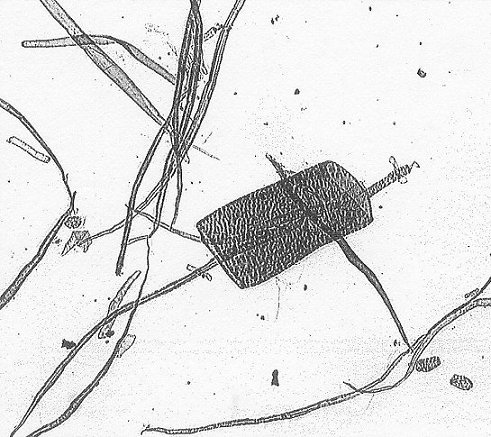
Eucalyptus fibres x 60. The rectangular object is a vessel (pore) (ref.1)
Esparto. The fibres come from the leaf of this grass that grows in a hot and dry climate, and to minimise the loss of water the leaf curls round to form a tube. The grass is harvested by pulling (not cutting) so the bales that arrive at the paper makers contain a lot of sand on the roots which has to be washed away. The yield of fibre is less than 50%.
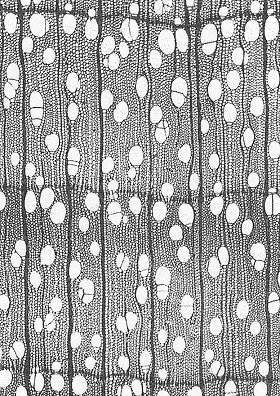
Cross section of birch x 25 The white areas are vessels (ref. 5)
Rags. At one time the most prolific source of material was rags, so when you are admiring your Banknote and your eye scans the clean surface of the paper, give a thought to the women in the rag section of the mill. First they had to empty out the sacks of discarded and soiled clothing, then after the material had been roughly washed, they had to sort it, rejecting the non-cellulose items such as silk, wool, and, later, synthetics. Buttons, metal fasteners and elastic had to be cut off. Finally a woman cut the rags into small pieces on a knife (often part of a scythe) mounted upright before her. Only now were the rags ready for the chemical treatment and beating that turned them into pulp.
Wood. Although wood contains cellulose it is in forms very different from that in other plants. For example it is added to each year and stored in the tree for many years; a different type of wood is produced in the spring from that made later in the year (giving rise to the annual rings seen in the cross-section of felled trees) and wood from old trees is not the same as that from younger ones. The spaces between the fibres are filled with substances which are detrimental to paper; the chief of these is lignin which, if left in the pulp, causes the paper quickly to discolour and crumble.
All these differences and many others made it impossible for paper makers to apply the traditional methods of pulping to wood. However, the difficulties were eventually overcome and it became possible to use some species, such as spruce and pine, for paper. These are softwoods: it was considered impossible to use hardwoods (e.g. poplar, birch, beech, eucalyptus) because of their different fibre structure, short fibre length and the inclusion of vessels (pores) which are large compared with the fibres and if allowed to get into the paper can cause many problems. However, after years of experiments starting in 1914 (which are described in detail in ref. 1) hardwoods too became available for paper making.
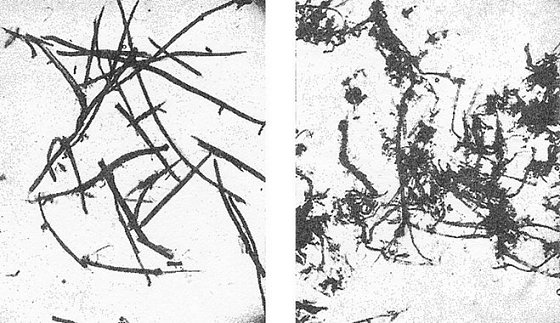
Wood pulp fibres. Left, moderately beaten; and right, well beaten (ref. 5)
Pulp. Pulp is a suspension of fibres in water (ref. 2), and is the fibrous material after it has undergone a pulping process, either chemical or mechanical, or a combination of both. Part of the process is beating, which at one time was done literally by large wooden hammers operated by a waterwheel. However, these were later replaced by a machine called a Hollander in which the suspension of fibres in water is recirculated for some hours through an adjustable gap between a roller bearing knives around its circumference and a bedplate. This beating gradually splits the fibres apart, cuts them shorter in length and exposes the small fibres (fibrils) which make up the main fibre. Beating is one of the two most important operations in paper making (the other is pressing, see later) and every kind of fibre has its own beating conditions for the kind of paper to be made. After beating, the pulp (termed the ‘stock’) is ready for paper making.
There are two main methods of pulping wood — mechanical and chemical — giving two distinct kinds of paper.
Mechanical. The bark is removed from the tree which is then cut into convenient-sized logs that are pressed against a grindstone to reduce the wood to small particles. These go straight into the beater and are then treated like a non-wood pulp. In this process all of the wood is used, including the undesirable lignin. No chemicals are employed therefore it is a cheap process; however, paper made in this way is of very poor quality and quickly deteriorates. Sometimes the pulp produced by this method is called groundwood because it has been made by grinding.
Chemical. In this process boiling with chemicals is used to remove all the unwanted constituents and to break down the wood chips to a form that can be beaten. This treatment produces a good quality paper and is considered to be a suitable replacement for rags. Sometimes, to reduce the cost of a medium-quality paper, up to 30% of mechanical wood pulp is added to the chemical pulp. In this connection the term ‘Wood-free paper’ must be noted. It is a description used in the paper industry and is well understood by those in the paper trade but it is misleading when applied to paper on sale to the public. It is an abbreviated way of saying that the chemical wood pulp is free from mechanical wood pulp, i.e. although the material is wood the pulp does not contain any of the undesirable materials associated with raw untreated wood. (ref. 4)
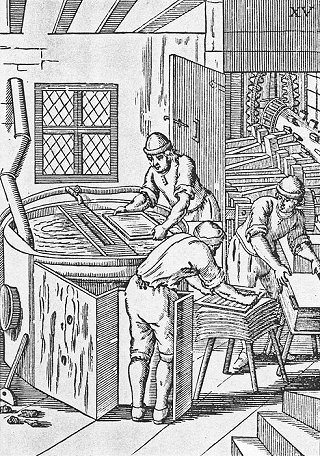
Making Paper in the 17th century. Shows a vatman waiting for water to drain from his mould, inverting the mould to deposit the sheet onto a felt and having a felt ready for the next sheet. Through the door can be seen the wooden stampers for beating the pulp.
Hand-Made Paper
This is made in a mould which is a wooden frame having wires stretched across it about 0·04 inch apart; these are supported by other wires set at right angles to them and spaced about 0.5 inch apart. Paper made in this type of mould is called ‘laid’, but later this wire layout was replaced by a woven wire mesh which made ‘wove’ paper. A loose wooden frame called the deckle sits on top of the mould. The vatman holds the deckle onto the mould and dips them into the vat of stock, bringing them out with the amount of material he considers necessary for the kind of paper to be made; he then gives the mould a shake (an important action in paper making) to disperse the fibres randomly. Water drains through the wires until the pulp has become a sheet of paper. He removes the deckle and inverts the mould, letting the wet sheet of paper be transferred to a piece of woven woollen cloth called a ‘felt’. The next sheet and its felt goes on top of the first and so on. The pile of alternate paper and felts is then subjected to considerable pressure in a screw press which squeezes out much of the remaining water to consolidate the fibres which then bond together when the sheets are hung up to dry.
Machine-Made Paper
The Fourdrinier paper making machine largely mimics the actions of the hand-made paper maker, including the all-important shake. The chief part of the machine is an endless moving belt of wire mesh (called the wire); stock is poured onto it across its width and as the wire travels water drains out through the wire, leaving the fibres tangled together in a web — they are now paper. At the end of the wire the web is strong enough to be transferred to endless felts which take it through several pairs of press rollers that remove water, consolidate the paper and slightly smooth it; then the web goes over a series of heated drying cylinders. When most of the water has been evaporated the fibres bond and the paper strength increases, allowing the web to be wound onto the take-up reel, later to be cut into sheets. This very abbreviated account does little justice to the process by which the pulp stock becomes a web of paper in less than half a minute. When deposited on the wire the stock is 99% water and at the end of the wire the paper is still 40% water. The press rolls have two functions: to squeeze out more of the water and to cause the fibres to bond together. This latter function is of very great importance and without the considerable pressure exerted by the press rolls, paper would not be paper as we know it (this will be explained later).
The paper maker has a vast range of materials he can add to the pulp or introduce into the finished paper to make it suitable for its intended use, not only banknotes, writing, printing or drawing paper but blotting paper, greaseproof paper, wrapping paper for food and an unlimited number of other types. The final operation takes place in the salle, a well-lit room in which women examine the sheets, rejecting any that are faulty, and counting the good ones into reams. Let this illustration be a reminder of the care that the paper maker takes to ensure that your treasured banknote is of good quality.

The salle (room) at Croxley Mill (ref. 5)
The Watermark
Although the concept of a watermark is simple, the technical expertise needed to produce a clear and satisfactory image should not be underestimated. Part of the way along the wire is a dandy roll partially submerged in the stock; it is covered in a wire mesh and its purpose is to aid the draining of water from the stock and to push down fibres that are projecting above the surface. It is an essential part of machine paper making and only incidentally was it found to be a suitable place for making the watermark. (ref. 8) The dandy roll has raised portions in the form of the watermark that displace some of the fibres, which are replaced by water that quickly drains away; consequently the paper at the watermark is slightly thinner and so lets more light through. The pieces (called bits) used to make the watermark were initially pieces of wire which were sewn onto the dandy roll (or with hand-made paper, onto the inside of the bottom of the mould) with fine wire but were later (and still are) electrotypes soldered to the dandy roll. The purpose of a watermark was often to denote the size of the sheet and the name of its maker or the mill where it was made. I hope that collectors will record any watermark found as it can give a clue to the country of origin, the manufacturer and other useful information. Some watermarks include a date but care must be taken in interpreting it. It may be the year when the paper was made but sometimes the paper maker did not change it and went on using the same date in subsequent years. This is especially to be noted for the date 1794 which, because of an Excise regulation, tended to be used for later years as well. (ref. 6)
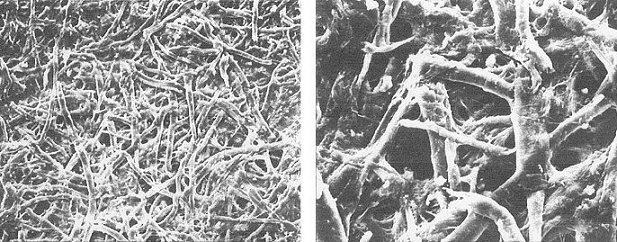
Electron microscope scans of the surface of Steart's watercolour paper 1824. Left x 100; Right x 400 (ref. 7)
A Look Inside Paper
The first thing to note is that the fibres are not closely packed together; they are an intertwined tangled collection with fibres crossing over one another (an important feature as I will explain later) but with plenty of empty space between them. These spaces and the materials that the paper maker puts in them play as important a part in determining the characteristics of the finished paper as do the physical and chemical characteristics of the fibres themselves. For example, in the watercolour drawing paper of the spaces are empty to allow the pigments to penetrate into the paper. If this paper were used for writing the ink would spread, producing a rough edge to any line scribed by a pen, so writing paper has some kind of size (often alum, gelatine or rosin) filling these spaces. To produce card for invitations and birthdays, a stiff filling is either added to the pulp or the dry paper is passed through a bath of it.
Now I must be a little technical. Cellulose is a remarkable material! Its molecules are made up of long chains of repeated units of glucose made up of oxygen, hydrogen and carbon atoms. Within the units are what are technically known as hydroxyl groups, made up of hydrogen and oxygen atoms. Each of these groups has the capacity of forming a bond with an adjacent group by combining one of its hydrogen atoms with an oxygen atom of the other group, a process known as hydrogen bonding. When these two groups are in different fibres the fibres are bonded together; although each such bond is relatively weak there are thousands of them so the total effect is significant, and indeed paper only exists because of this hydrogen bonding. (ref. 9) The number of bonds between the fibres increases with the pressure applied at the area of contact, that is why the press rolls of the paper machine and the screw press of the hand-made paper maker are so important.
Alignment of the Fibres
Because of the way hand-made paper is produced, combined with the skill of the vatman, the fibres in the sheet lie in random directions. However with machine-made paper conditions are different; stock is poured onto the moving wire and as a result many of the fibres are drawn lengthwise in the direction of movement. This has two effects on the finished paper (and here it is convenient to regard the sheet of paper we are looking at as having been cut from the roll with its longer side parallel to the length of the roll).
i) The sheet has different tearing strengths across and down the sheet. To tear a sheet down its length it is only necessary to sever the hydrogen bonds and pull the fibres apart but in tearing across the sheet fibres may have to be broken as well. Stamps are perforated different gauges vertically and horizontally to counteract this effect.
ii) When moistened, fibres swell and also expand slightly in length, the former effect being considerably greater (up to ten times) than the latter. These differential changes are reflected in the sheet; although small they can cause difficulties in registration when a sheet of banknotes is damped for recess-printing.
Although you may not have considered it as such, paper is a three-dimensional object and on the wire fibres can move vertically as well as laterally. This allows the rush of water draining from the pulp to bring fibres to the bottom of the pulp layer; consequently the sheet has a greater concentration of fibres on one side than the other, a condition that tends to make paper curl when wetted.
Sizes & Names
From an early period, sizes of paper sheets had become more or less standardised, although each manufacturer had its own variations depending on the size of the moulds. The size and type of paper were denoted by names which were associated with the watermark, e.g. pot, hand, elephant.
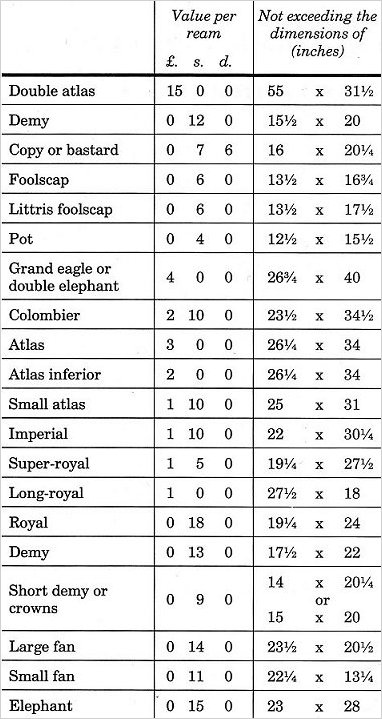
1781 Excise listing of class 2 (Writing) Papers (ref. 10)
Finale
I have tried to show that between the women handling filthy rags and those in the salle picking up and examining every clean sheet of paper there are other people in the mill of great skill in their respective tasks, assisted by machinery of differing complexity and backed up by centuries of research; please remember this when you are tempted to say ‘Oh, it’s only a bit of paper’. I hope that this very simplified description of not-so-simple paper will make the banknotes you hold in your hand a trifle more interesting.
References
1. Harry Dagnall. ‘The Wembley Paper making Machine goes to Australia’, The Quarterly (BAPH) No. 57.
2. In a book 3 written by an experienced paper scientist and published by the Tate Gallery it is stated that pulp is a solution of fibres in water, which is totally incorrect; it is a pity that the public are so misled.
3. Peter Bower. Turner’s Papers. Tate Gallery, 1990.
4. This is more fully explained in my Occasional Paper No. 1: What is Wood-free Paper?
5. Paper Making. Technical Section of the British Paper & Board Makers Association. 1965.
6. This is more fully explained in Harry Dagnall, ‘British Watermarks: Dates in Watermarks’, The Quarterly (BAPH) No. 21.
7. Peter Bower. ‘Innovative and Unsung’, The Quarterly (BAPH) No. 40 (and the University of Sunderland).
8. When the watermarking of British postage stamps was abolished a popular philatelic magazine published a letter that stated that this therefore would be the end of the dandy roll. What nonsense!
9. Ian Hendry. ‘The Miracle of Paper’, The Quarterly (BAPH) No. 59.
10. Harry Dagnall. The Taxation of Paper in Great Britain 1643–1861. Published by the author.
11. Joan Evans. The Endless Web; John Dickinson & Co. Ltd 1804–1954. Jonathan Cape, 1955.
Acknowledgment
I am grateful to Barry Watson for checking the technical accuracy of this article.
This article was first published in the Great Britain Philatelic Society Journal Vol 47 No 2, and has been adapted for banknotes.